



Process Safety Management: Safe Limits Example


In this post we continue our discussion to do with Safe Limits ― a concept that is foundational to process safety management programs. The first post in this series was Process Safety Management: Safe Limits.
The concept of Safe Limits can be illustrated using the process flow example shown in the sketch.
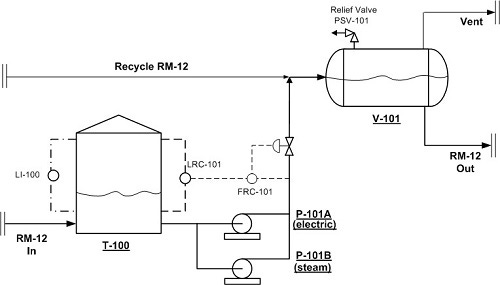
Liquid is pumped from an atmospheric storage tank, T-100, to a pressure vessel, V-101. The liquid, which is both flammable and toxic, is called Raw Material Number 12 ― abbreviated to RM-12. There are two pumps, Pump P-101A and P-101B, either of which can handle the full flow.(A is normally in service, with B being on standby). The pumps are driven by a steam turbine and an electric motor respectively.
The flow of liquid both into and out of T-100 is continuous. The incoming flow varies according to upstream conditions and is outside the control of the operators responsible for the equipment shown. The flow rate from T-100 to V-101 is controlled by FRC-101, whose set point is cascaded from LRC-101, which measures the level in T-100. The level in T-100 can also be measured with the sight glass, LI-100.
V-101 is protected against over-pressure by safety instrumentation (not shown) that shuts down both P-101 A/B, and by the relief valve, PSV-101.
We can use this example to illustrate the concept of safe limits, as shown in the Table.
Example of Safe Limits

Using the level of liquid in Tank, T-100 as an example, the Table provides the following information.
The measurement parameter is the percentage to which the tank is full ― as measured by the level gauge. (The instrument may not span the full range of the tank.)
If the level reaches 95% immediate corrective action must be taken to prevent tank overflow.
If the level goes below 10% immediate action must be taken to protect the pumps that that pump liquid from the tanks.
Some safe limits may have no meaningful value. For example, if a pressure vessel is designed for full vacuum then that vessel has no safe lower limit for pressure. Similarly, in the Table no value for a safe upper limit for high flow is provided because the system is safe even when the pumps are running flat-out with all control valves wide open.
Another type of safe limit is to do with the mixing of incompatible chemicals. Mixing tables are commonly used to ensure that only compatible chemicals are mixed with one another. (The information to do with the inadvertent mixing of two chemicals will often be developed during a process hazards analysis when discussing the parameters ‘reverse flow’ and ‘misdirected flow’.)
